Iron foundry basics
Practical Action
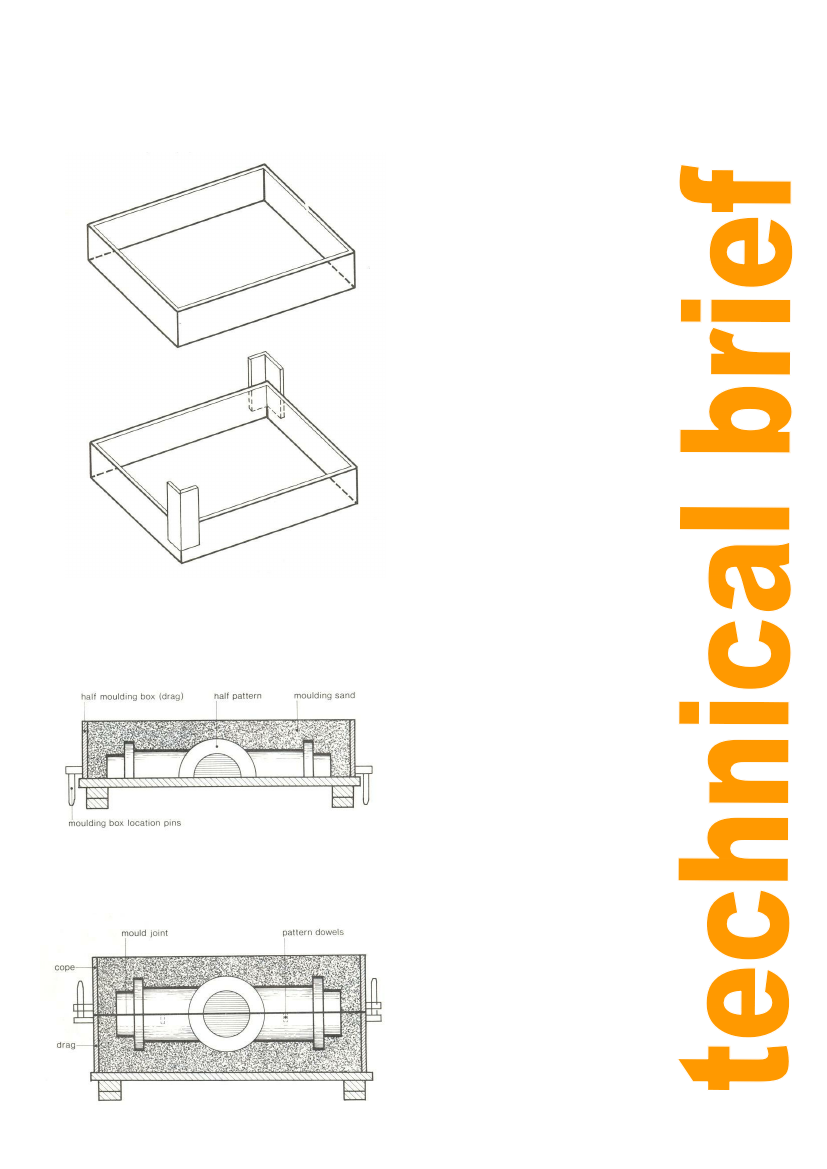
Figure 12: Alternative method of box collection
the pattern, which forms the face of the mould.
Green Sand
New sand at a moisture content sufficient
to mould. Casting into green sand is
common practice for the majority of small
and medium sized ferrous and non-ferrous
castings. When this sand is used, the
amount of water in the sand is particularly
critical. If there is too much or too little,
the sand would become weak, and if the
amount is really excessive, the hot metal
would spit when it came in contact with the
sand. Any steam generated could enter the
metal and cause holes in the finished
casting, which are called blow holes. In a
severe case, metal could be blown right out
of the mould.
The best type of green sand is used as
facing sand against the pattern where it
will form the ultimate working surface of
the mould. It is usually a mixture of old
and new sand, and is prepared for use by
riddling (sieving) and tempering with the
right amount of water in order to give a
smooth, firm impression of the pattern and
a surface that will not wash or crumble
away when the molten metal enters the
mould. The sand is used against the face of
The remainder of the mould can be filled up with less carefully prepared sand known as the
backing sand.
Figure 13:
Dry Sand
Sand from which all the free, or
uncombined moisture has been
removed, usually by heating in a drying
oven, is used mainly for larger castings
where dimensional accuracy and
soundness are particularly important.
The sand mould is completely dried
before the metal is poured in.
Figure 14: Complete mould with pattern in
position
Core Sand
Used for making cores. Usually a high
silica sand, that is sea, river, lake or
desert sands, used with special core
binders. Ordinary moulding sand cannot
generally be used for core making.
Oil Sand
Sand bonded with organic binder,
frequently containing a proportion of
linseed oil or other drying oils. Mainly
used for core making.
Core Making
Cores are those parts of a mould which,
12